Taller de tratamiento de metales







Descubre por qué la trazabilidad en la fabricación metálica es esencial para garantizar calidad, control y fiabilidad en los procesos industriales. La

🛠️ ¿Por qué la elección del proceso de soldadura define el margen de tu proyecto? ¿Qué es la soldadura Industrial Hoy? Cualquier responsable de l

🏗️ De la Idea al Metal: El Valor de la Calderería Industrial en la Subcontratación ¿Qué es la Calderería Industrial Hoy? Para entender el impacto

Subcontratación de fabricación metálica: Claves para garantizar la estabilidad productiva en serieEn el actual ecosistema industrial, la subcontrat

Certificación y Homologación en Soldadura: El Pilar de la Subcontratación Industrial de Series Metálicas En el sector B2B, la diferencia entre un proveed


Descubre por qué la trazabilidad en la fabricación metálica es esencial para garantizar calidad, control y fiabilidad en los procesos industriales. La
🛠️ ¿Por qué la elección del proceso de soldadura define el margen de tu proyecto? ¿Qué es la soldadura Industrial Hoy? Cualquier responsable de l
🏗️ De la Idea al Metal: El Valor de la Calderería Industrial en la Subcontratación ¿Qué es la Calderería Industrial Hoy? Para entender el impacto
Subcontratación de fabricación metálica: Claves para garantizar la estabilidad productiva en serieEn el actual ecosistema industrial, la subcontrat
Certificación y Homologación en Soldadura: El Pilar de la Subcontratación Industrial de Series Metálicas En el sector B2B, la diferencia entre un proveed



Descubre por qué la trazabilidad en la fabricación metálica es esencial para garantizar calidad, control y fiabilidad en los procesos industriales. La

🛠️ ¿Por qué la elección del proceso de soldadura define el margen de tu proyecto? ¿Qué es la soldadura Industrial Hoy? Cualquier responsable de l

🏗️ De la Idea al Metal: El Valor de la Calderería Industrial en la Subcontratación ¿Qué es la Calderería Industrial Hoy? Para entender el impacto
Acero Reciclado vs. Acero Virgen: Criterios Técnicos, Sostenibilidad y Toma de Decisión en la Compra Industrial En el entorno macroeconómico actual, la de
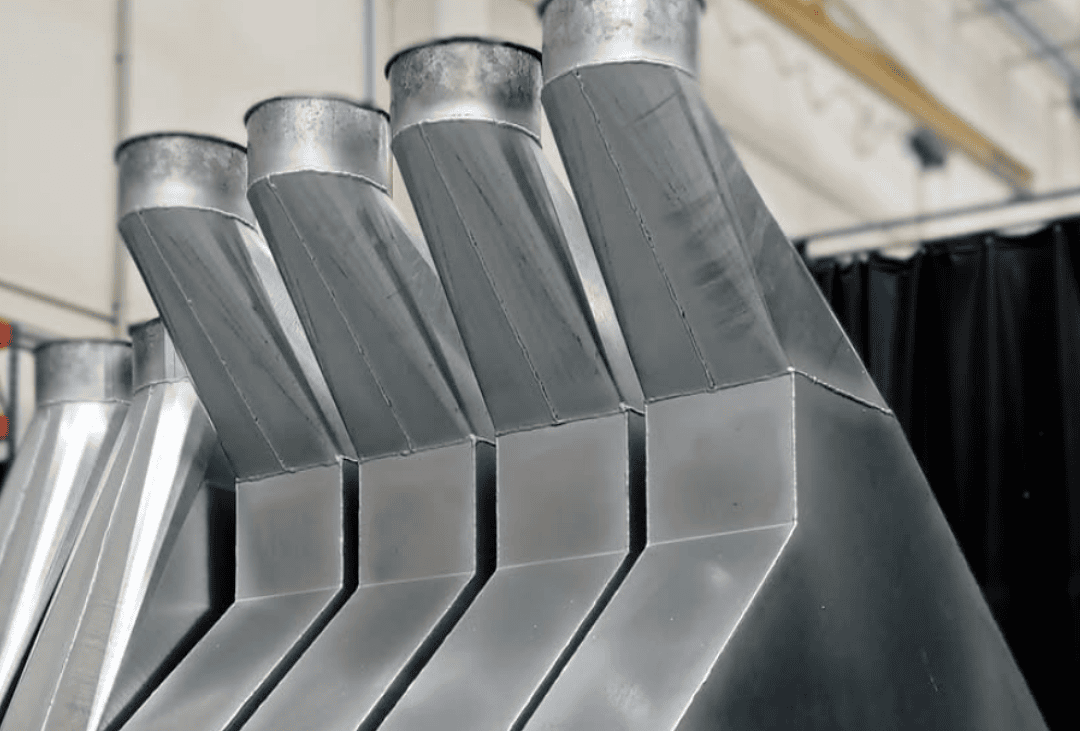
Eficiencia y Precisión en la Fabricación de Series Metálicas En el tejido industrial actual, la eficiencia constructiva y la fiabilidad estructural no son
El Proceso Definitivo para Proteger y Revalorizar el Metal En el sector de la calderería y la transformación metálica, la fabricación de una estructura o
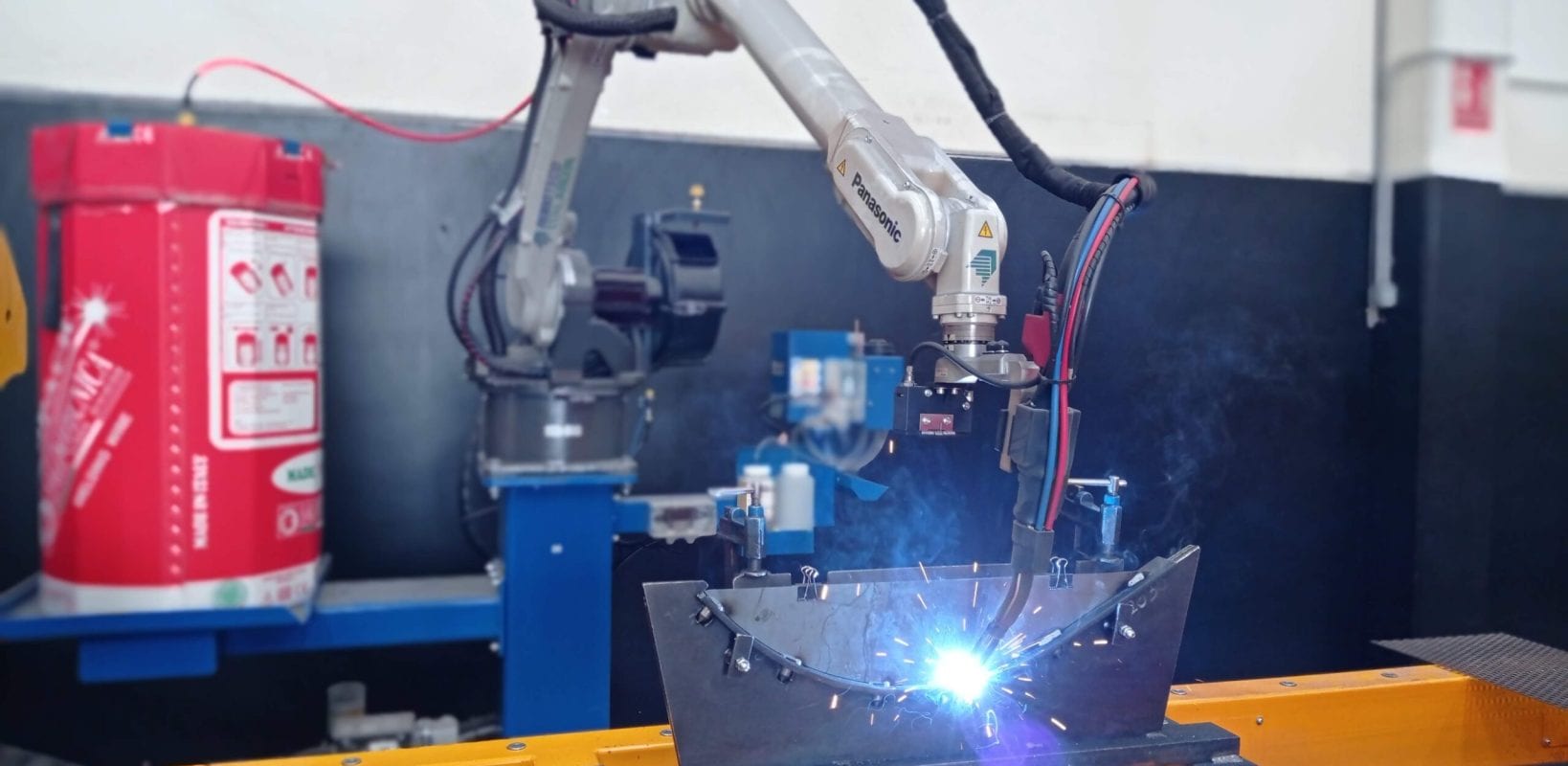
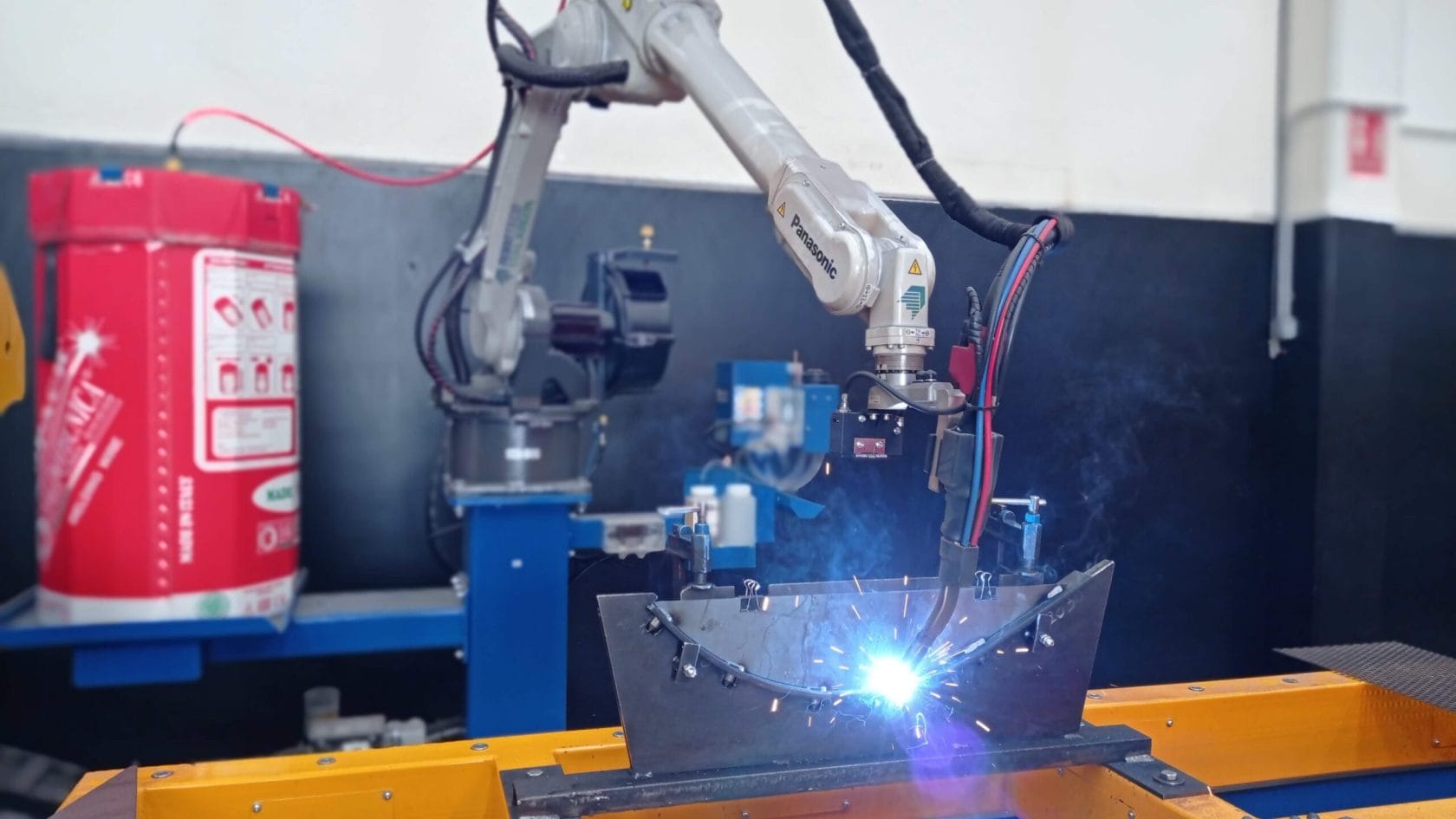
Automatización y precisión en procesos de fabricación metálica La soldadura robotizada se ha convertido en uno de los procesos más utilizados dentro de la
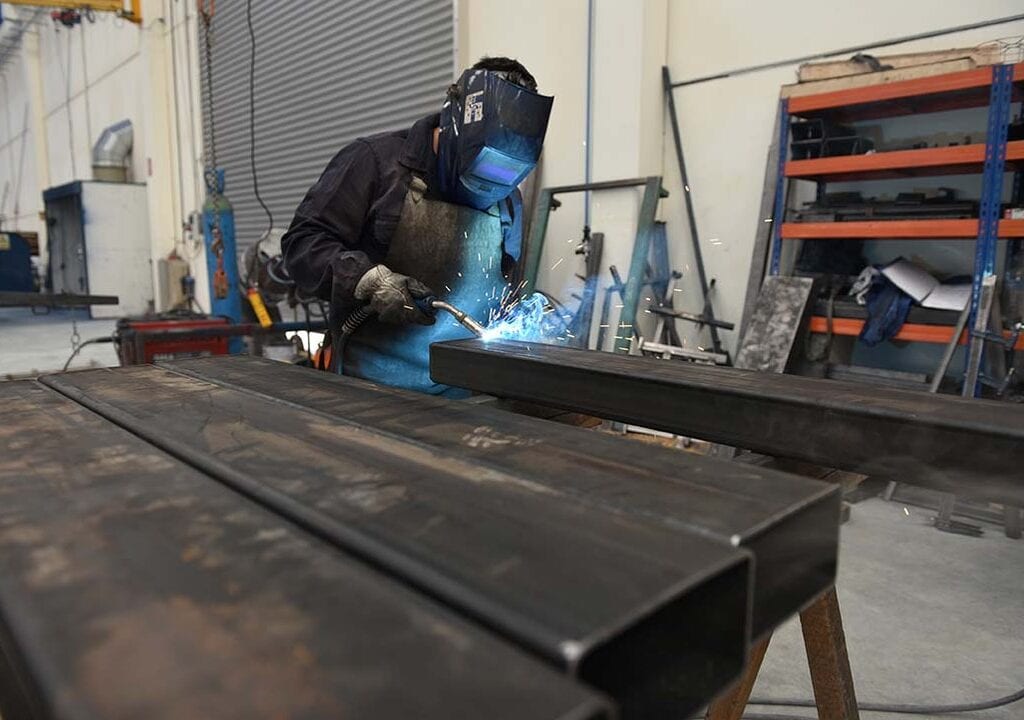
¿Qué es la soldadura oxiacetilénica? También conocida como soldadura autógena, consiste en el calentamiento de las superficies metálicas hasta su fusión m