

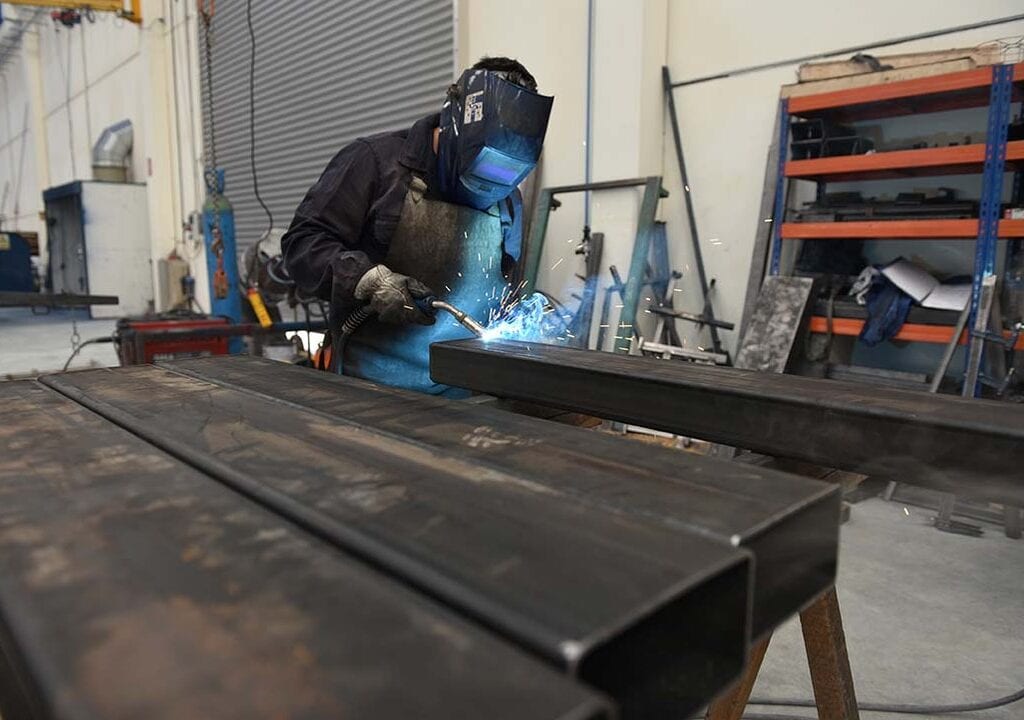

TIPOS DE SOLDADURA: Radiografía técnica de la soldadura industrial (MIG/MAG, TIG y Electrodo)
🛠️ ¿Por qué la elección del proceso de soldadura define el margen de tu proyecto? ¿Qué es la soldadura Industrial Hoy? Cualquier responsable de l

Calderería industrial
🏗️ De la Idea al Metal: El Valor de la Calderería Industrial en la Subcontratación ¿Qué es la Calderería Industrial Hoy? Para entender el impacto

Claves para garantizar la estabilidad productiva en serie
Subcontratación de fabricación metálica: Claves para garantizar la estabilidad productiva en serieEn el actual ecosistema industrial, la subcontrat

Certificación y Homologación en Soldadura
Certificación y Homologación en Soldadura: El Pilar de la Subcontratación Industrial de Series Metálicas En el sector B2B, la diferencia entre un proveed